Rotationsmesser für Messermühle

Durchdachte Messergeometrie. Sichelmesser mit Wellenschliff präzise umspritzt.
Vier speziell gebogene Messerklingen erzielen mit bis zu 56.000 Schneidvorgängen pro Minute eine schnelle Homogenisierung von Proben.
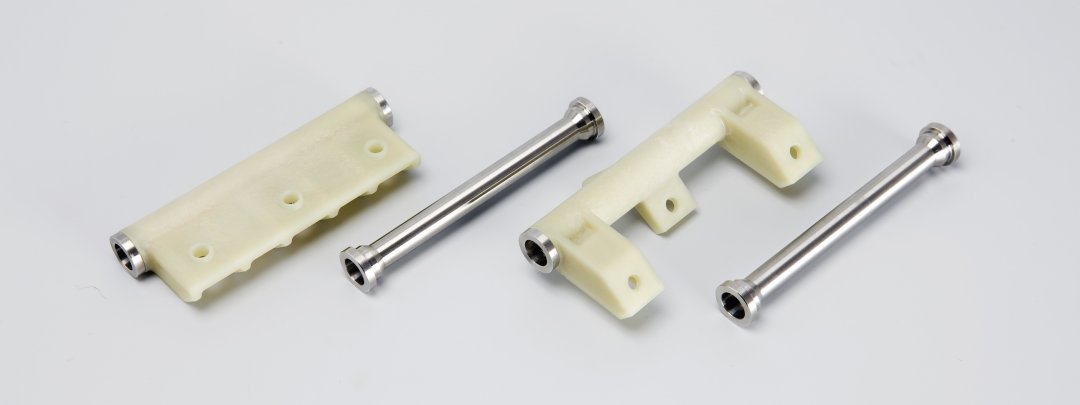
Der im Spritzgussprozess gefertigte Rotationskörper fügt zwei Klingenpaare und besteht aus einem sterilisierbaren und chemikalienbeständigen Hochleistungskunststoff. Bei der Fertigung liegt die Herausforderung darin, eine ausreichend dichte und hochpräzise Verbindung zwischen den Funktionselementen und dem Spritzguss-Polymer herzustellen. Um so einen ruhigen Rundlauf der Schneide zu gewährleisten.
Die vertikale Zentrierung der Messerfassung erfolgt magnetisch. Dazu wird neben den Klingen zusätzlich ein Magnet umspritzt. Dieser sorgt dafür, dass das Rotationsmesser auf der dafür vorgesehenen Welle in axialer Richtung positioniert bleibt.
Die Hybridtechnik gehört zu den Kompetenzen von Kern. Bei uns erfahren Sie, was mit der fachmännischen Kombination von Kunststoff und Metall alles machbar ist.
56.000Schneidvorgänge pro Minute